Un chiffre : 232°C. C’est la température à laquelle l’étain cède, se liquéfie, et permet d’assembler le métal, point d’équilibre fragile que tout amateur ou professionnel de l’électronique finit par apprivoiser. Derrière ce geste précis, une discipline s’impose, où chaque étape compte et où la moindre négligence peut transformer un circuit brillant en cauchemar miniature.
La soudure à l’étain, discipline incontournable des ateliers d’électronique, ne s’improvise pas. Les passionnés comme les techniciens aguerris savent que pour garantir des liaisons électriques fiables, il faut conjuguer rigueur, matériel adapté et entraînement. Un fer à souder de bonne facture, un alliage d’étain de qualité, un plan de travail lumineux et dégagé : voilà les piliers d’une soudure qui tient la route.
Les bases de la soudure à l’étain : techniques et outils à ne jamais négliger
Avant de toucher la panne au métal, un point s’impose : l’équipement. Le fer à souder incarne l’outil central, capable de monter rapidement en température pour ramener l’étain à l’état liquide. Sur le marché, plusieurs modèles s’affrontent, mais un fer réglable sur la température se révèle vite indispensable quand on jongle entre composants sensibles et pièces plus robustes.
Outils incontournables à prévoir sur son établi
Pour travailler proprement et efficacement, voici ce qu’il faut toujours avoir sous la main :
- Fer à souder : pour amener l’étain à sa température de fusion, avec précision.
- Fil de soudure : le plus souvent un alliage à base d’étain, parfois additionné de plomb ou d’argent selon les usages.
- Station de soudage : pour les chantiers qui s’étirent ou les montages complexes, la station apporte confort et stabilité.
- Pompe à dessouder : pas de place pour l’erreur sans cet outil qui permet de retirer l’excédent d’étain en un instant.
- Tresse à dessouder : elle absorbe l’étain en trop et sauve bien des circuits malmenés.
Du côté des matériaux, l’étain s’impose naturellement grâce à son point de fusion accessible. Il est souvent couplé à un flux décapant, ce petit plus qui assure une meilleure adhésion sur le cuivre, le laiton ou encore l’inox. Nettoyer et préparer chaque surface, c’est s’assurer d’un résultat net et durable.
Maîtriser les gestes essentiels
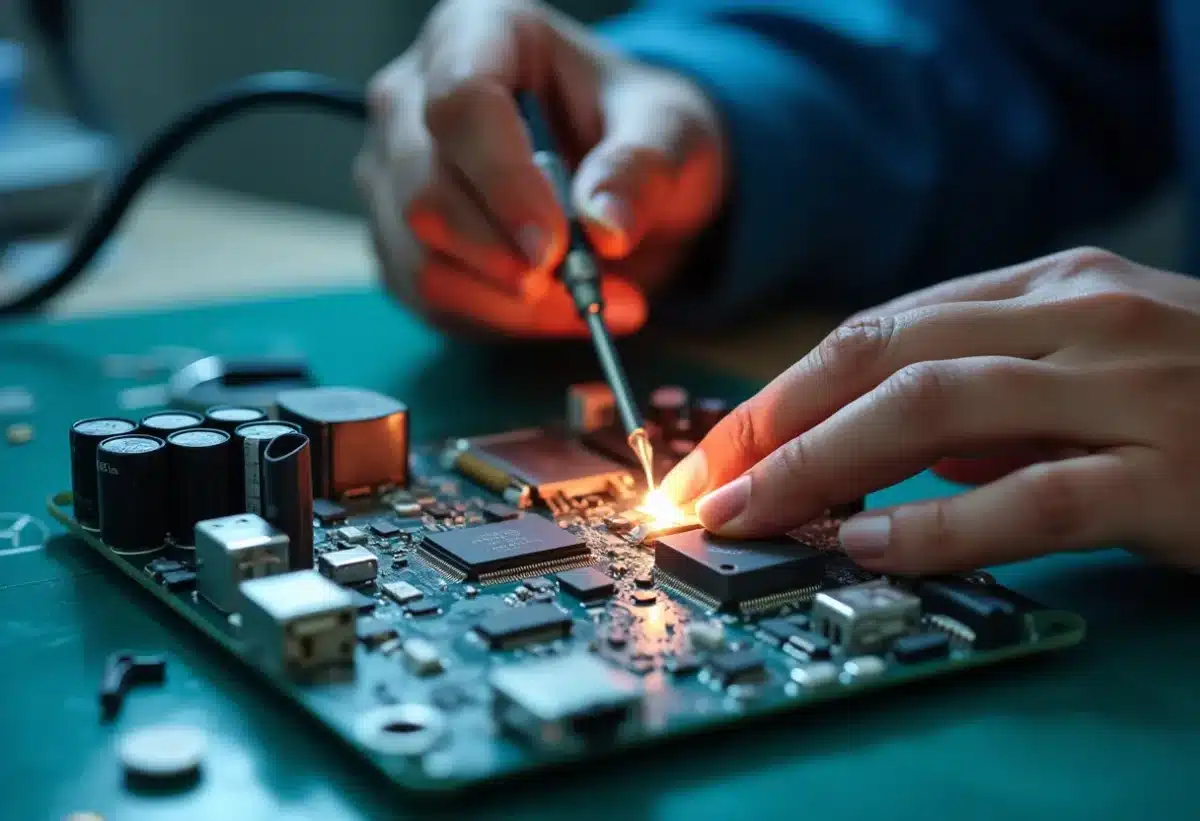
Le soudage à l’étain consiste à assembler des pièces métalliques en faisant appel à cet alliage spécial. Pour des besoins plus spécifiques, le brasage offre une alternative à température plus élevée. Mais quelle que soit la technique, la vigilance sur la température reste la règle d’or : trop bas, rien ne fond ; trop haut, les composants trinquent.
Pour une soudure nette, il faut soigneusement nettoyer les zones à assembler et étamer la panne du fer avant de s’attaquer à la pièce. Un geste précis : on pose le fer sur la jonction, puis le fil de soudure juste après, pour garantir une fusion régulière qui ne laisse rien au hasard.
Les étapes clés pour réussir chaque soudure à l’étain
Chaque soudure réussie commence par une préparation méticuleuse. Le secret ? Chasser la moindre trace d’oxydation ou de salissure, car la moindre impureté peut compromettre l’adhésion de l’étain. Quelques gestes simples s’imposent pour cette étape cruciale :
Préparer les surfaces avant d’agir
- Nettoyer les pièces à l’aide d’alcool isopropylique pour éliminer toute impureté.
- Appliquer un flux décapant afin d’optimiser la répartition de l’étain.
Gérer la température du fer à souder
Régler la température entre 350 et 400°C. Descendre en dessous, et le fil de soudure refusera de fondre correctement ; dépasser cette plage, et ce sont les composants fragiles qui risquent la surchauffe. Placez le fer à la jonction, attendez que la chaleur se diffuse, puis amenez le fil de soudure pour obtenir une fusion homogène.
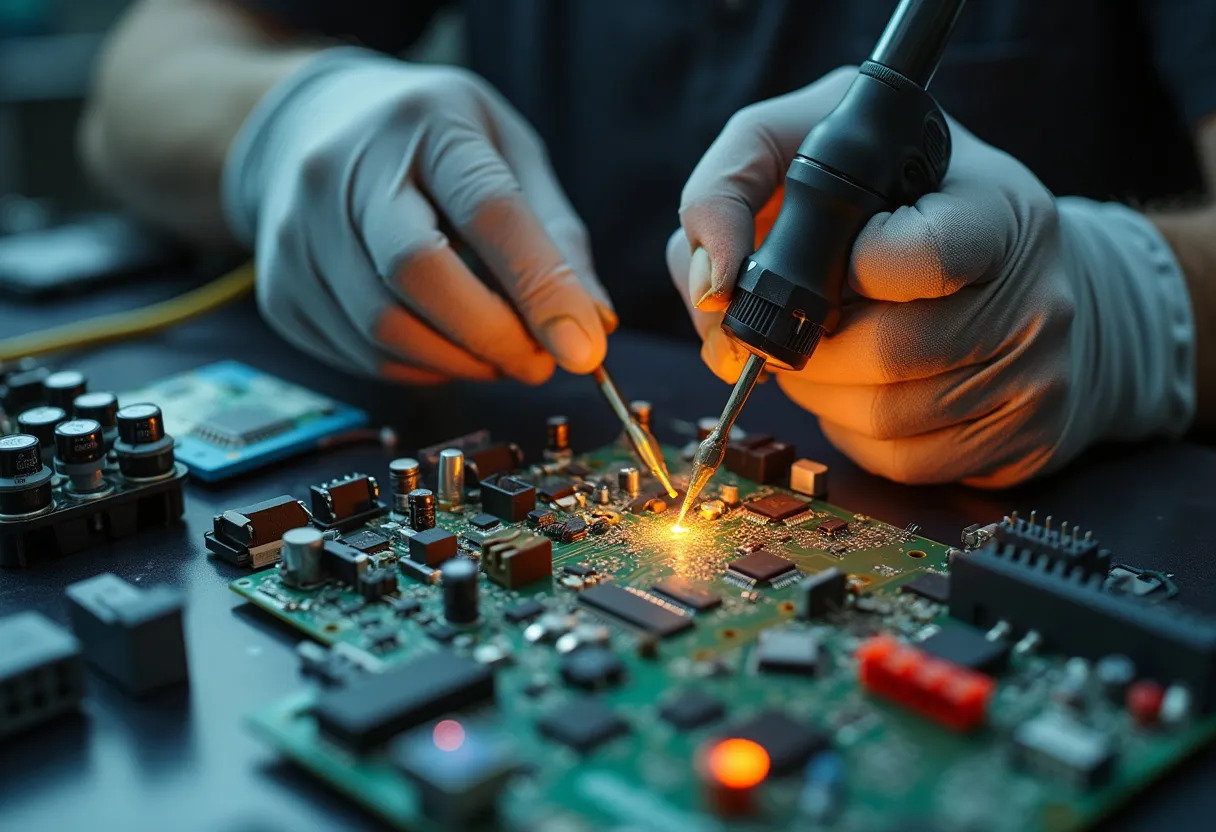
Obtenir une soudure parfaite
Le moment clé : l’étain doit fondre et s’insinuer naturellement dans les interstices par capillarité. Ce phénomène garantit un assemblage robuste, apte à résister aux sollicitations du quotidien. On reconnaît une bonne soudure à son aspect lisse et brillant, sans excès de matière.
Corriger sans hésiter
Un coup d’œil après soudure s’impose. Si la jonction présente un surplus d’étain ou une irrégularité, rien ne vaut une pompe à dessouder ou une tresse à dessouder pour rectifier le tir. Cette phase d’inspection et de correction évite bien des déboires, que ce soit sur un circuit imprimé ou un raccord de plomberie.
En suivant ces étapes avec sérieux, chacun peut s’assurer d’une soudure fiable, que ce soit pour réparer une carte mère ou assembler une pièce de robinetterie.
Conseils d’experts pour éviter les pièges classiques
Certains écueils reviennent sans cesse chez les débutants comme chez les habitués. Pour ne plus tomber dans les pièges de la soudure à l’étain, voici ce que recommandent les techniciens aguerris.
Température sous contrôle
- Opter pour un fer à souder avec réglage de la température intégré.
- Maintenir l’outil entre 350 et 400°C, pas plus, pas moins.
La surchauffe, ennemi numéro un, peut fragiliser les composants et rendre la soudure cassante. Il vaut mieux patienter quelques secondes de plus que de risquer un composant grillé.
La préparation des surfaces reste tout aussi déterminante. Un flux décapant appliqué avant de chauffer garantit un contact optimal entre l’étain et les métaux à assembler.
Bien utiliser le flux décapant
- Recouvrir systématiquement les pièces à souder avec le flux.
- Sélectionner un flux adapté à la nature du métal travaillé.
Sur les circuits imprimés, l’excès d’étain est une erreur fréquente. Trop de matière, et le risque de court-circuit n’est jamais loin. Heureusement, il existe des solutions éprouvées pour corriger :
Comment rectifier l’excédent d’étain
- Se servir d’une pompe à dessouder pour retirer l’excès en quelques secondes.
- Employer une tresse à dessouder pour absorber l’étain superflu de façon précise.
N’oublions jamais l’essentiel : souder en toute sécurité. Un espace bien ventilé n’est pas un luxe, mais une nécessité pour éviter l’inhalation de vapeurs nocives. Un geste simple qui fait toute la différence, sur la durée comme au quotidien.
Maîtriser la soudure à l’étain, c’est accepter de progresser à chaque essai, d’ajuster son geste et de s’équiper avec discernement. À force de répétition, la main devient plus sûre et les soudures gagnent en fiabilité. Chaque connexion réussie, chaque circuit réparé, tient alors non pas du hasard, mais de l’exigence et de l’expérience. Voilà ce qui distingue l’artisan du bricoleur : la capacité à faire de la technique une seconde nature.